| Item | Details |
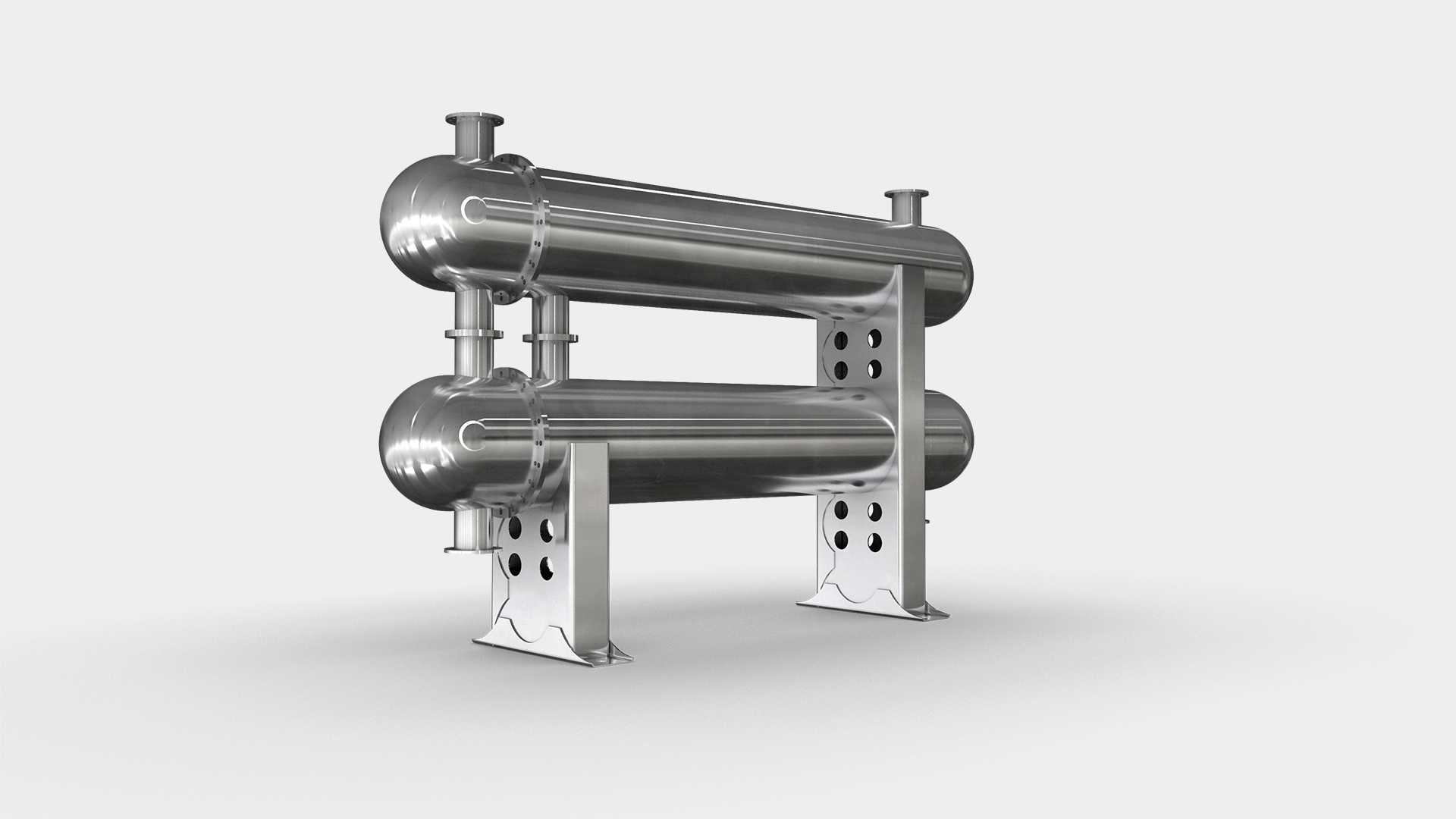
| Equipment Name | Sanitary Heat Exchanger |
| Heat Exchange Area | 0~5000 m2 |
| Temperature Range | -196~1000°C |
| Pressure Range | -0.1~100 MPa |
| Product Types | Products meeting GMP requirements |
| Main Materials | Carbon steel, Stainless steel, Composite materials, Special materials (including Titanium, Copper, Zirconium, Nickel alloys, Hastelloy, Monel, Inconel, etc.) |
| Industry Applications | Salt chemicals, Coal chemicals, Fertilizers, Pesticides, Petrochemicals, Synthetic resins & plastics, Rubber industry, Chemical fiber industry, Pharmaceutical chemicals, Daily chemicals, Chemical additives, Coatings & Fuel industry, Agricultural chemicals, Fermentation industry, Biochemical industry, Marine chemicals |
| Design & Mfg Standards | GB, ASME, TEMA, PED, JIS, MOM, DOSH, etc. |
| Heat Exchange Tube Type | Bare tube (Smooth tube) |
| Tube Bundle Form | Fixed, Removable (Floating) |
| Product Grade | Food Grade, Pharmaceutical Grade |

Sanitary Heat Exchanger
Application Fields

Bio & Pharma

Food
Daily Chemicals
Chemical Industry
New Materials

Aerospace & Defense
Product Detail
Product Gallery

About The Product